Pусский
Pусский Español
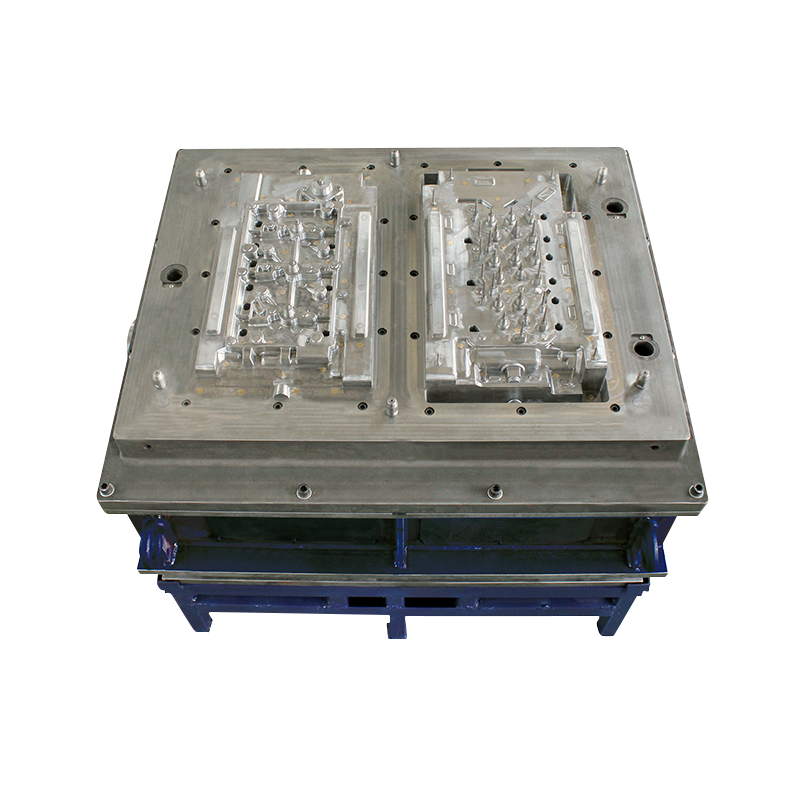
EspañolDie-casting mold belongs to a process method of casting liquid die forging and completing it on a dedicated die-casting die-forging machine. For die-casting, the three elements of die-casting material, die-casting machine and die are indispensable. In order to improve production efficiency, brand quality, and high economic benefits in the production process, and to prolong the life of die-casting molds, the use, and maintenance of die-casting molds are very important.
Correct use and maintenance of die-casting molds:
1. Minimize the rapid cooling and heating of the mold, and try to continuously produce as much as possible. In the cold mold state, high-speed injection is strictly prohibited.
During the die-casting process, the die-casting mold has been in a reciprocating fatigue state of thermal expansion and contraction, and the temperature of the mold cavity has basically been changing back and forth between 160 degrees and 350 degrees. damage. When starting production in a cold mold state, the mold temperature starts to rise from a low temperature, the temperature difference increases, the mold expansion, and shrinkage increase, and the mold fatigue increases accordingly, which will accelerate the damage of the mold and shorten the life of the mold. Therefore, in the production of die casting, continuous production should be made as far as possible, and the rapid cooling and rapid heating of the mold should be minimized, thereby prolonging the life of the mold.
In addition, in the cold mold state, the mold does not reach the temperature during normal production, and the gap between each part of the mold is relatively large. In this case, it is strictly forbidden to open high-speed injection and pressurization. Otherwise, the gap parts of the mold, including the slider, the ejector hole, and other parts, are easy to break into the aluminum skin, thereby damaging the mold and affecting the life of the mold.
2. Reduce the injection speed as much as possible, reduce the specific pressure as much as possible, and reduce the impact of the mold.
During die-casting production, the injection speed not only affects the filling speed of the die-casting and the injection gate speed but also increases the impact peak when the injection speed is high. Therefore, if the injection speed is high and the injection gate speed is fast, the scouring of the mold will be intensified, the impact peak will increase, the impact force on the mold will also increase, and the life of the mold will be greatly reduced. Therefore, when we adjust the die casting process, it is very important to reduce the injection speed as much as possible while ensuring the quality of the product, which is very important for improving the life of the mold and improving the economic benefits of the die casting enterprise. At present, advanced die-casting machines are equipped with injection brake devices, which are very beneficial to reduce the impact peak value, reduce the impact force on the mold, and improve the life of the mold.
The injection ratio pressure in the die casting process is also an important parameter. The injection ratio pressure is generally 400-900 kg/cm 2 according to the quality requirements and characteristics of the casting. If it exceeds 900 kg/cm2, it generally has little effect on the internal quality of the casting. If the injection ratio is too high, it will not only increase the expansion force of the mold but even cause the expansion force to exceed the clamping force of the machine tool, resulting in aluminum channeling. At the same time, if the mold is subjected to a large expansion force, it will also damage the mold or shorten the life of the mold. Therefore, in the production of die casting, in addition to the injection speed, we should pay more attention to the injection-specific pressure. Because the injection-specific pressure is not as easy to observe as the injection speed, it is often ignored. In fact, the injection ratio is an important parameter in the die casting process, which not only affects the quality of the casting but also has a huge impact on the life of the mold. This should especially arouse the attention of die-casting enterprises.
3. When the mold is used, the drape and aluminum skin should be cleaned in time to prevent the mold from being squeezed.
In the use of the mold, the mold often has drape and aluminum skin due to various reasons. At this time, it must be cleaned in time, otherwise, the mold will be squeezed out if the production continues. Especially in the slider part, if the slideway enters the aluminum skin, etc., the slider will collapse and break due to the very large clamping force of the die-casting machine. Therefore, when encountering such problems, the mold must be cleaned in time, and the cause must be found to repair the mold in time. Otherwise, wait for the mold to be damaged before repairing, which will seriously affect the life of the mold.
4. Try to reduce the pouring temperature of molten aluminum and improve the service life of the mold.
The pouring temperature of molten aluminum during die-casting production not only affects the quality of castings but also affects the service life of die-casting molds. In general die casting, the pouring temperature of molten aluminum is between 630 degrees and 720 degrees. For different parts, when choosing the pouring temperature, we should try to choose a lower temperature, which not only saves energy but also prolongs the service life of the die-casting mold. Because the higher the temperature of molten aluminum, the greater the erosion of the mold, the greater the range of mold temperature field changes, the greater the thermal expansion and contraction, the greater the mold fatigue, and the easier it is to be damaged. Therefore, appropriately reducing the pouring temperature of molten aluminum is beneficial to prolong the service life of the die-casting mold.